
技术支持
联系江南泵阀

泵阀销售:
0563-5090134(全国免费专线)
泵阀售后:
0563-5090134(24小时服务)
泵阀传真:0563-5090135
江南邮箱:web@jnhgbf.com
安徽江南泵阀厂址:
安徽省 泾县 经济开发区
邮 编:242500
 2022-01-10 15:41
2022-01-10 15:41  氟塑料泵
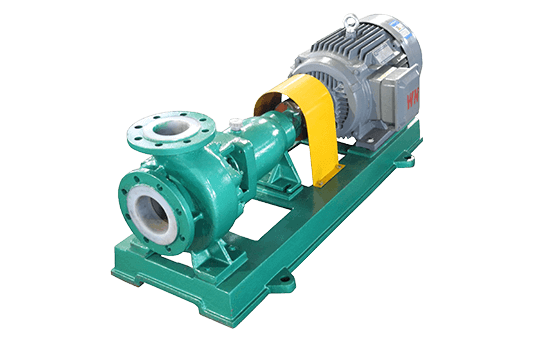
氟塑料泵
文章摘要:1.泵轴跳动标准。 1)轴颈锥度和椭圆度不大于轴径的1/2000。最高不能超过0.05毫米,并且表面不能有任何损伤。 2)轴弯超出允许值可以用机械方法校正,也可以用加热方法。表中显示了轴的允许...


温馨提示:倘若您想了解更多关于安徽江南泵阀的最新信息,您可以拔打免费客服热线 : 0563-5090134;或在线咨询客服。提供耐腐蚀泵化工泵使用、维修、维护等专业知识,帮助你更好的使用。
本文来源于安徽江南泵阀:https://www.ahjnbf.com/hxbdztbzyx_1072.html
此文关键字:化学泵.离心泵
与 化学泵的轴跳标准与校直 相关的产品
more+泵阀相关
more 化工泵的运用基础概念08-29氟塑料泵阀耐腐蚀性能参数表06-07衬氟离心泵的安装技术四大必知事项04-20选择防酸化工泵应从哪几个方面入手?12-23离心泵如何降低能耗提高效率05-31耐腐耐磨砂浆泵使用操作手册,赶紧收藏12-24衬氟化工泵扬程与流量之间关系!速看!02-19氯碱用氟塑磁力泵常见故障及处理方法有12-30立式管道泵结构特点的基本常识在这里03-16提高离心水泵效率02-12
化工泵的运用基础概念08-29氟塑料泵阀耐腐蚀性能参数表06-07衬氟离心泵的安装技术四大必知事项04-20选择防酸化工泵应从哪几个方面入手?12-23离心泵如何降低能耗提高效率05-31耐腐耐磨砂浆泵使用操作手册,赶紧收藏12-24衬氟化工泵扬程与流量之间关系!速看!02-19氯碱用氟塑磁力泵常见故障及处理方法有12-30立式管道泵结构特点的基本常识在这里03-16提高离心水泵效率02-12泵阀新闻
more自吸泵的最大允许吸上真空高度05-06输送纯EO环氧乙烷选用什么泵比较好05-20离心泵的日常维护06-18化工泵冷却问题06-28冷水泵与热水泵的区别05-28问:止回阀的工作原理及常见故障处理方11-17如何提高耐酸磁力泵寿命05-11"泾县工业提速大会战"王厚富副县长亲08-27什么是液环泵,液环泵的特点05-04都是氟塑料泵厂家,为何非要选江南?08-29与 化学泵的轴跳标准与校直 相关的文章
more
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Copyright 2003-2020 安徽江南泵阀集团有限公司 版权所有 皖ICP备11022382号-5
地址:安徽省泾县经济开发区 邮编:242500 电话:0563-5090134 传真:0563-5090135
泵阀发货查询:0563-5090134(24小时服务专线)
 皖ICP备11022382号-5
皖ICP备11022382号-5










